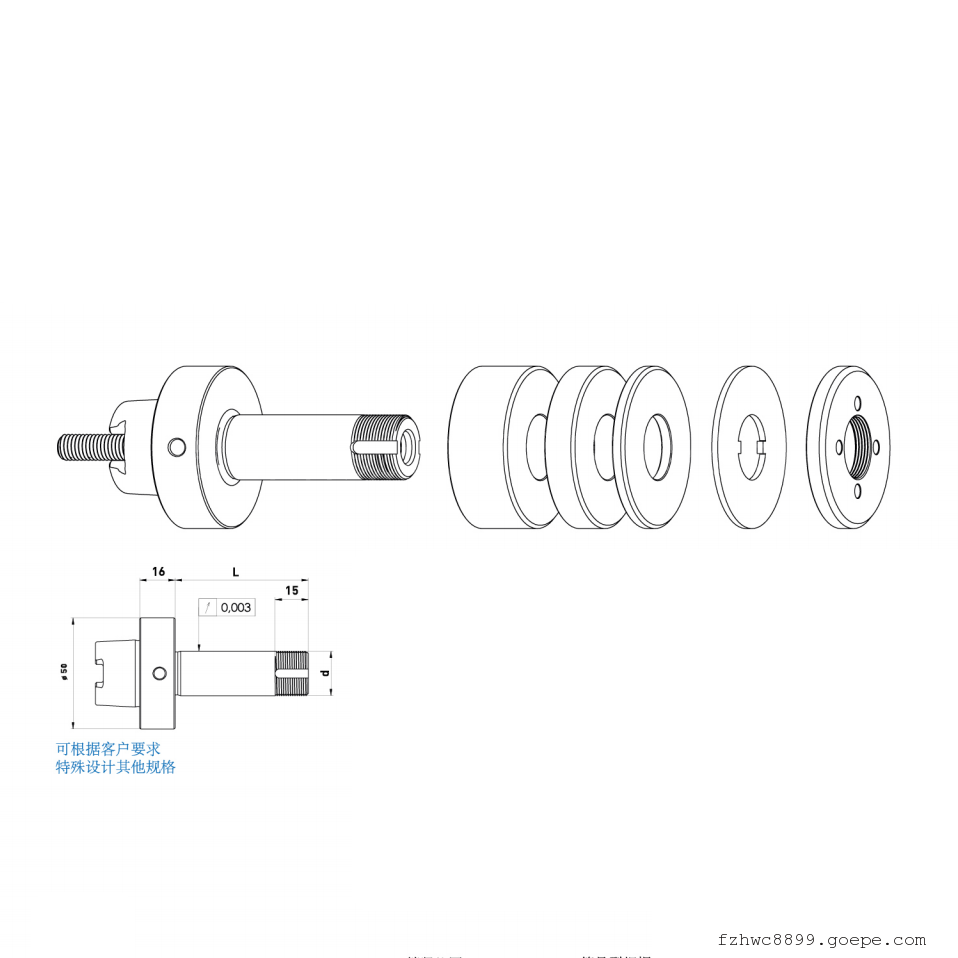
���ԷDZ궨��ɰ�ֵ��ˣ��豸��ȫ����Ĭƽ���������������ߣ�����ĥ���ȣ���
�������徫��С��0.002mm
�����HSK40F��HSK50F,HSK63A�ȹ�Կ��Զ���
���ص��߹��ұ����ӹ����ĵ�������ͨ����Ϊ�����࣬����Ϊ7:24��ͨ��ϵͳ��1:10��HSK���ϵͳ��
һ��7:24�ȵ�ͨ�õ��� ��Ϊ7:24��ͨ�õ���ͨ�������ֱ����NT����ͳ�ͣ���DIN 69871���¹�������IS0 7388/1 �����ʱ��� �� MAS BT���ձ������Լ�ANSI/ASME������������NT�͵����¹���ΪDIN 2080�����ڴ�ͳ�ͻ�����ͨ�����˽���������������Ҳ��ΪST���������ֵ��������ڼӹ�������ͨ������β��������������������Ŀǰ����ʹ��*�����DIN 69871�ͣ���JT����MAS BT �����ֵ�����DIN 69871�͵ĵ�������װ��DIN 69871�ͺ�ANSI/ASME �����Ļ����ϣ�IS0 7388/1�͵ĵ�������װ��DIN 69871�͡� IS0 7388/1 ��ANSI/ASME�����Ļ����ϣ����Ծ�ͨ���Զ��ԣ� IS0 7388/1�͵ĵ�����*�õġ�
��1��DIN 2080�ͣ���� NT��ST�� DIN 2080�ǵ¹����������ʱ�ISO 2583 ��������ͨ����˵NT �͵����������û����Ļ�е��װ�������ֶ�װ����
��2��DIN 69871 �� �����JT�� DIN��DAT��DV�� DIN 69871 �ͷ����֣���DIN 69871 A/AD�� �� DIN 69871 B�ͣ�ǰ�����������䣬�����Ƿ��������䣬�����ߴ���ͬ��
��3��ISO 7388/1 �� ����� IV��IT�� �䵶����װ�ߴ���DIN 69871 ��û�����𣬵�����ISO 7388/1 �͵�����D4ֵС��DIN 69871 �͵�����D4ֵ�����Խ�ISO 7388/1�͵�����װ��DIN 69871���Ļ�������û������ģ�����DIN 69871 �͵�����װ��ISO 7388/1�ͻ��������п��ܻᷢ�����档
��4��MAS BT �� ����� BT�� BT�����ձ�������װ�ߴ��� DIN 69871��IS0 7388/1 ��ANSI ��ȫ��ͬ�����ܻ��á� BT�͵����ĶԳ��Խṹʹ�����������ֵ����ĸ����ȶ���Ҫ�á�
��5��ANSI B5.50�� ����� CAT�� ANSI B5.50��������������װ�ߴ��� DIN 69871��IS0 7388/1 ���ƣ���������һ��Шȱ�ڣ�����ANSI B5.50�͵������ܰ�װ��DIN 69871��IS0 7388/1�����ϣ��� DIN 69871��IS0 7388/1 ��������װ��ANSI B5.50�ͻ����ϡ�
���� 1:10��HSK��յ��� HSK��յ����ĵ¹�����DIN69873�������ֱ���� HSK-A�� HSK-B�� HSK-C�� HSK-D�� HSK-E��HSK-F�����õ������֣�HSK-A (�������Զ�����) �� HSK-C (�������ֶ�����) ��HSK-E(�������Զ�������������)�� 7:24��ͨ�õ����ǿ�������7:24������������7:24��Ӵ���λ���ӵģ��ڸ��ټӹ������Ӹ��Ժ��غϾ����������о����ԡ�
HSK��յ����������ĵ��Ա��Σ�����������1:10������������1:10��Ӵ�������ʹ�����ķ���������������Ҳ���ܽӴ�������˫��Ӵ�ϵͳ�ڸ��ټӹ������Ӹ��Ժ��غϾ����Ͼ�����7:24��HSK������A�͡�B�͡�C�͡�D�͡�E�͡�F�͵ȶ��ֹ�����г����ڼӹ�����(�Զ�����)�ϵ���A�͡�E�ͺ�F�͡�
A�ͺ�E�͵���������ڣ�A���д����۶�E��û�С����������˵A�ʹ���Ť�ؽϴ���Կɽ���һЩ����������E�ʹ��ݵ�Ť�ؾͱȽ�С��ֻ�ܽ���һЩ��������A�͵����ϳ��д�����֮�⣬�����ֶ��̶��ס�����۵ȣ����������˵ƽ���Խϲ��E��û�У�����E���ʺ��ڸ��ټӹ���
E�ͺ�F�͵Ļ�����ȫһ�£����ǵ���������: ͬ���ƺ���E�ͺ�F�͵���(����E63��F63)��F�͵�������ҪСһ�š�Ҳ����˵E63��F63�ķ���ֱ������φ63����F63�����ߴ�ֻ��E50�ijߴ�һ�������Ժ�E63��ȣ� F63��ת�ٻ����(�������С)��
 ɨһɨ���ֻ����
ɨһɨ���ֻ����